|
 |
 |
|
Bild 1.
Jo, för att
kunna veta om ett flygplans elektroniksystem är felfritt och uppfyller
sina prestanda-krav.
|
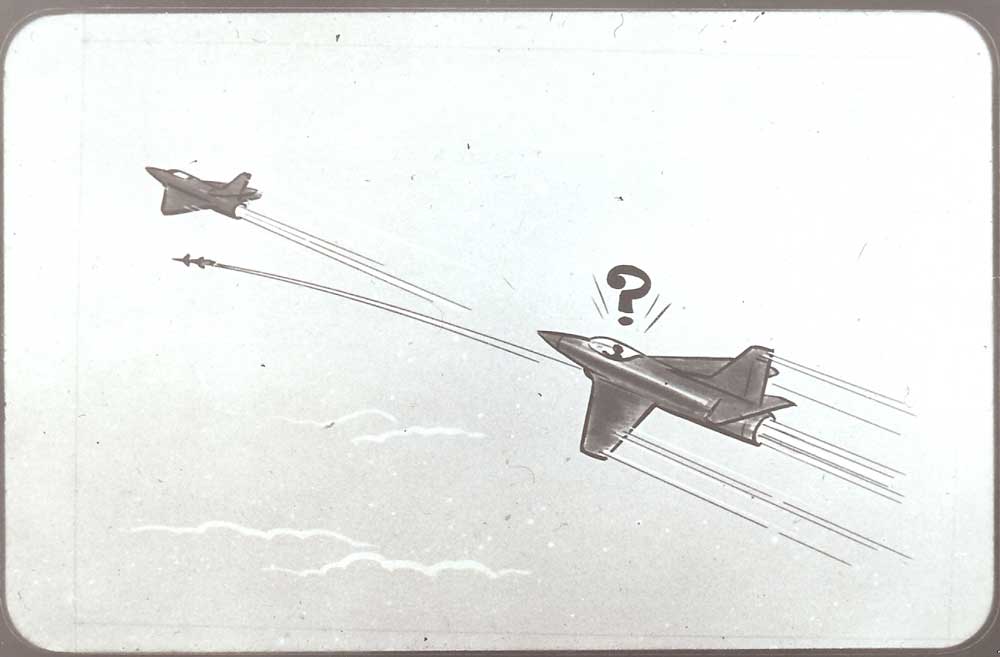
Bild 2.
Den här situationen vill man
undvika! |
|
 |
 |
|
Bild 3.
Manuellt och med enkla medel |
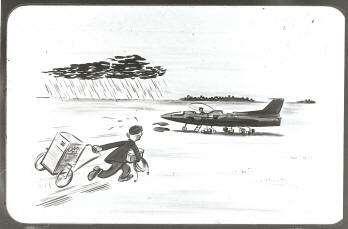
Bild 4.
Avioniken i
tidigare flygplan med mindre
elektronik (t.ex. fpl 32) provades på A-nivå i fält under bar himmel.
Provningsutrustning, föreskrifter och verktyg ”släpades” fram till
flygplanet för hand. Provningsutrustningen anslöts till testuttag oftast
åtkomliga under luckor i flygplanskrovet. Personalkrävande och
tidsödande.
|
|
 |
 |
|
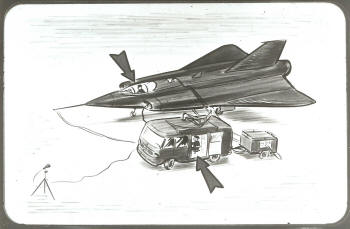
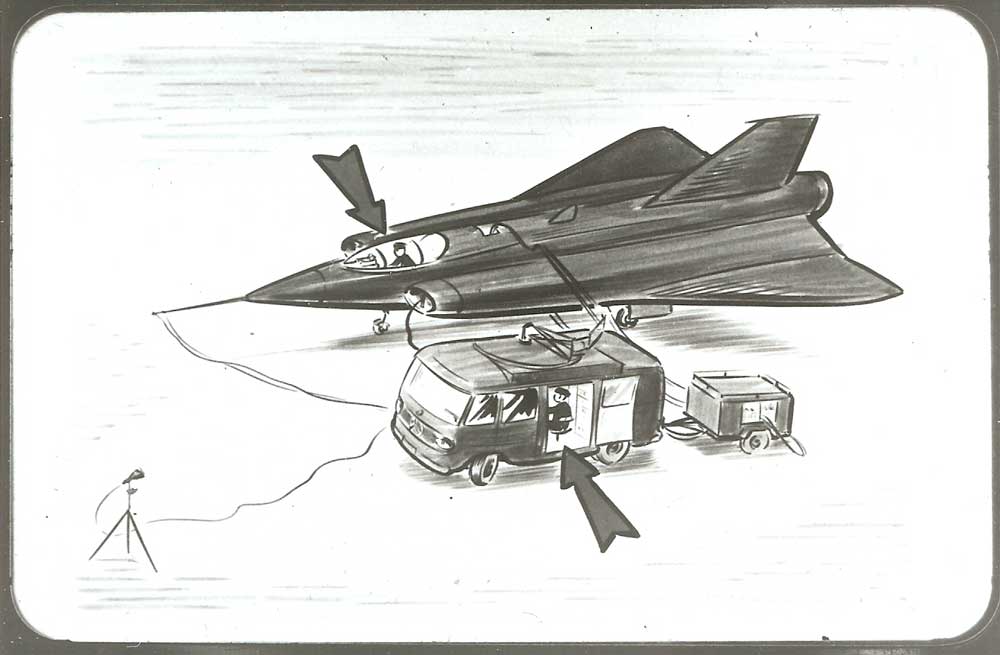
Bild 5.
Fpl 35.
Utvecklingen hade gått framåt på grund av ökade krav på
provningskvalitet, provningstid och behov av personal.
Provningsutrustningarna installerades i ett fordon ( servicebil 35 ).
Anslutning till flygplanet gjordes till två centralt åtkomliga
mångpoliga kontakter. Två tekniker, en i kabinen och en i servicebilen
kunde då gemensamt genomföra provningen av hela avioniksystemet.
Provningsföreskrifter och telekommunikation mellan teknikerna styrde
provningsprocessen.
|
Bild 6.
Avioniksystemets omfattning och komplexitet ledde ändå till relativt
långa provningstider och risker för mänskliga fel. Avrapportering av
provningsresultat riskerade att bli lidande. |
|
 |
|
Bild 7.
Framtiden var ju då fpl 37 och dess
ännu mera omfattande avioniksystem och med ytterligare krav på prestanda
och effektivitet.
-
Kortare stilleståndstider på marken krävdes
dvs kortare provningtider
-
Högre
ställda krav på provningskvalitet (noggrannare provningsutrustning med spårbar kalibrering och
mindre risk för mänskliga fel).
-
Säkrare registrering av
provningsresultat
|
|
 |
 |
|
Bild 8.
Autotest hade
trots att tekniken var ny visat sig vara effektiv och med stor
utvecklingspotential främst inom områdena datorteknik och datorstyrda
kommersiella instrument. Med en stark tro på
teknikens snabba utveckling togs (1965) beslutet att satsa på autotest
för fpl 37 avioniksystem .
Anm. I mitten av 60-talet hade man i USA och England börjat använda
autotestteknik vid underhållsprovning av elektronikenheter i flera
militära organisationer. Provning av kompletta avioniksystem i flygplan
och i fält fanns ingen erfarenhet av.
|
Bild 9.
Autotest var
ju ett engelskt ord som ännu
inte fanns ens i svenska talspråket. Automatisk provning var ju det
begrepp som låg närmast till
hands, men det blev aldrig populärt, så vi anammade det engelska ordet och
substantivet Autotestare i stället för Automatisk provningsutrustning (utan stöd i ”Svenska Akademiens ordlista över svenska språket”) |
|
 |
 |
|
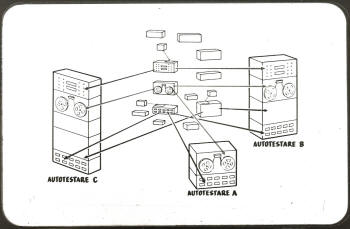
Bild 10
Vi insåg
också möjligheterna att kunna ”standardisera” ett sortiment av
”byggbitar” för att kunna bygga autotestare för olika ändamål och hålla
nere kostnaderna..
Anm. I praktiken blev
detta inte möjligt förrän i början av 70-talet |
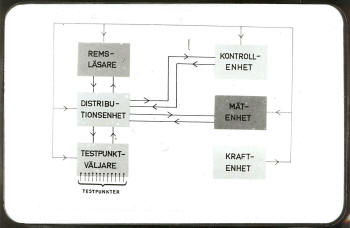
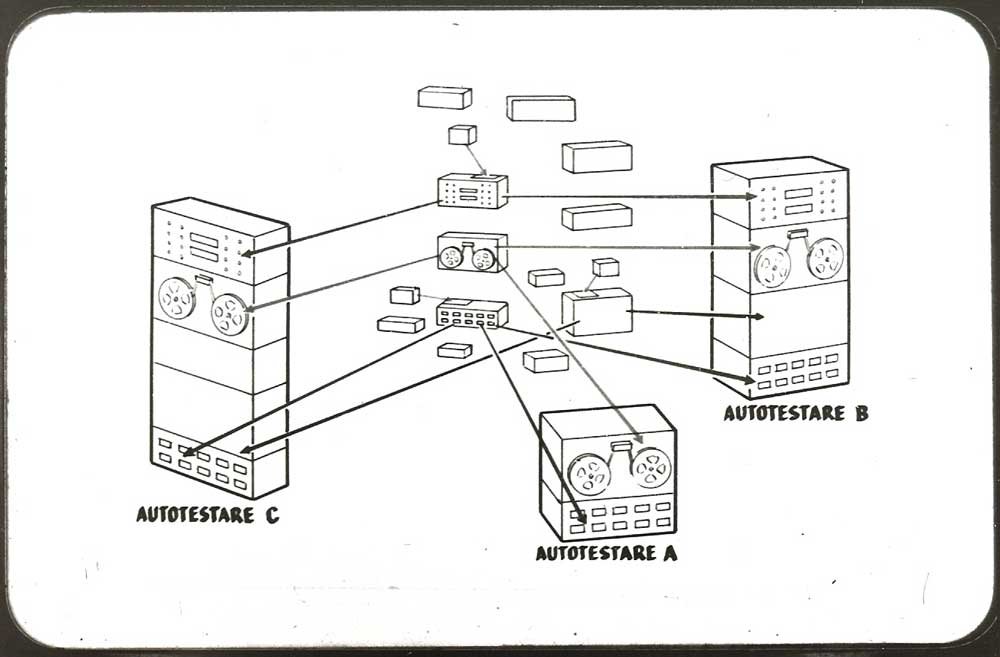
Bild 11
Blockschemat
avser en s.k. sekventiell autotestare för enbart mätning. I början av
60-talet var det den vanligaste tekniska lösningen.
Datorer (för tekniska
tillämpningar av typen minidatorer) var vid den tiden mycket sällsynta
Anm. Den autotestare
som köptes från Elliott Brothers i England var av typen sekvensiell
medan den som köptes från Hughes Aircraft Company i USA var datorstyrd.
Bilderna 12 – 16
beskriver de enskilda blockens huvudsakliga funktion.
|
|
 |
 |
|
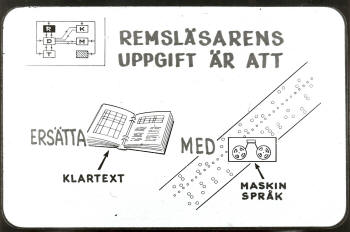
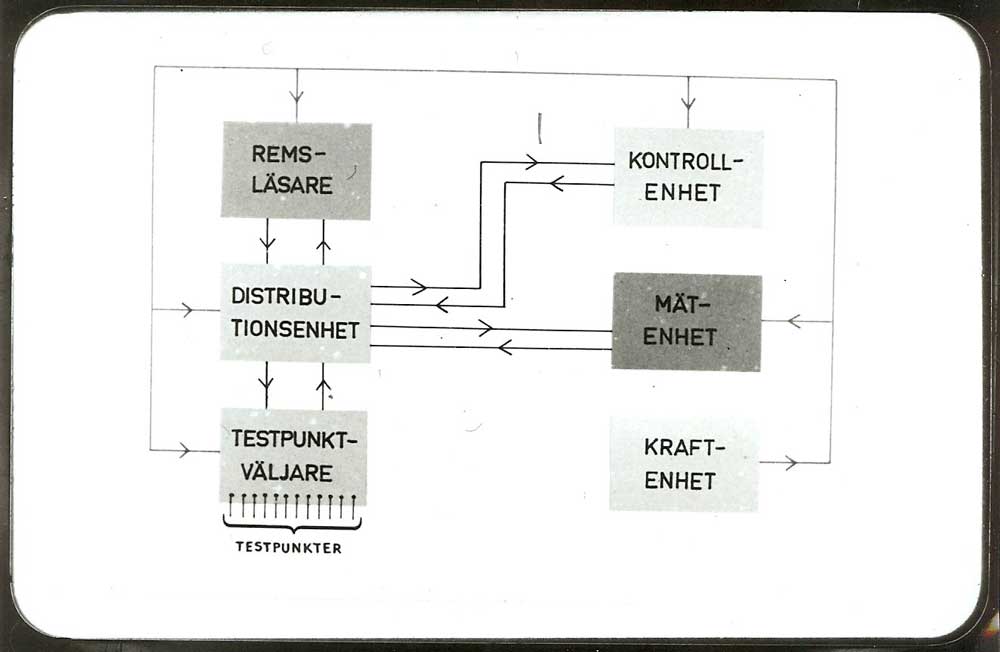
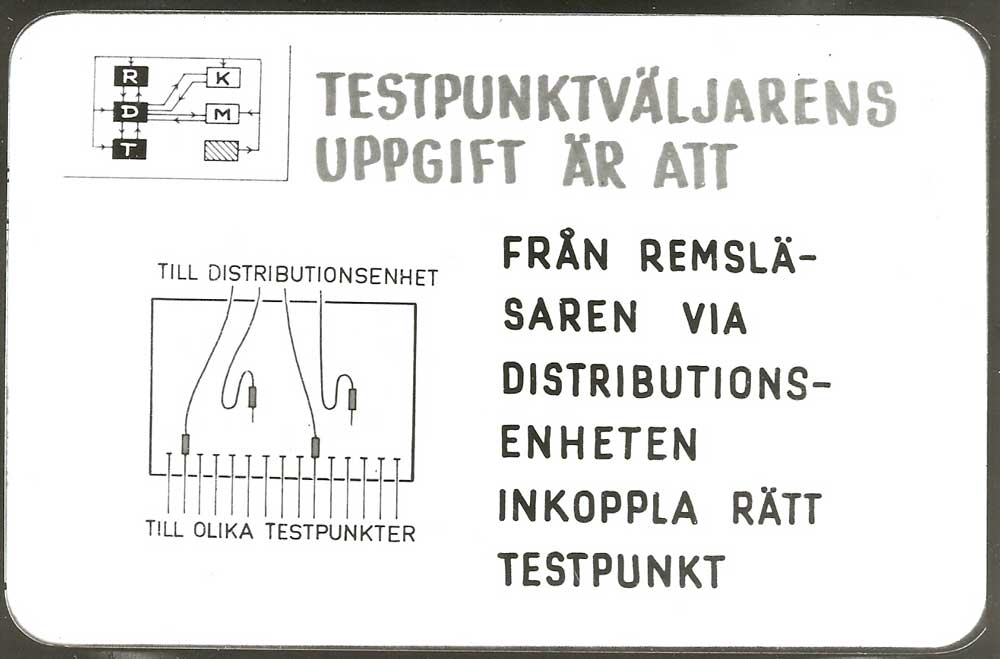
Bild 12
Remsläsaren
lagrar och distribuerar provnings-proceduren .Den styrdes från
Distributions-enheten i en takt som bestämdes av provningsförloppet.
Anm. Hålremsor och hålkort var de vanligaste medierna för lagring av
digital information (utgjorde massminnet)
|
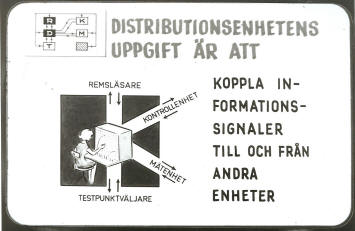
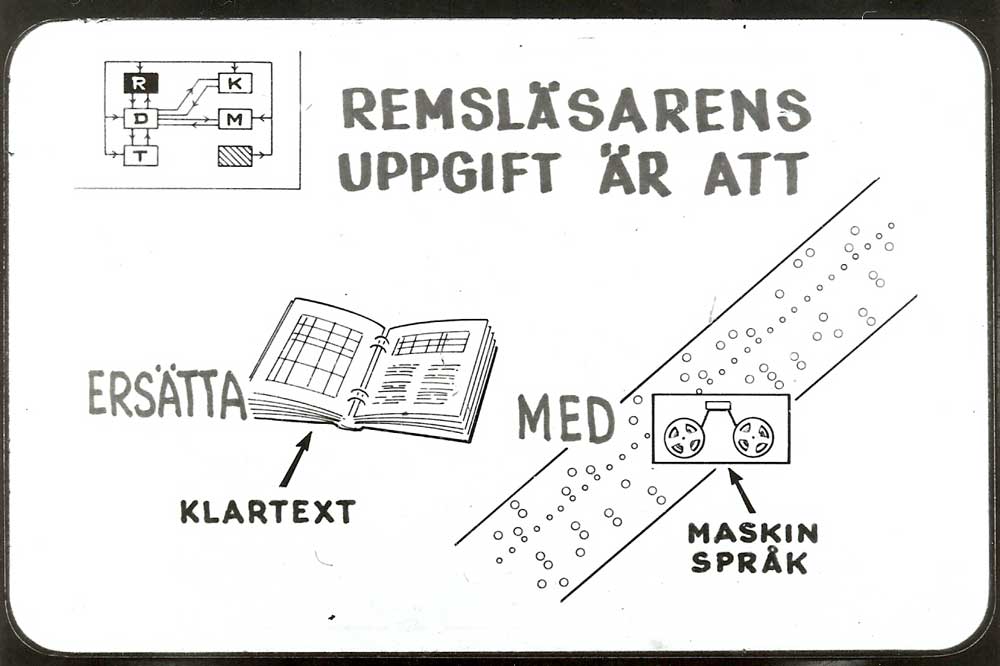
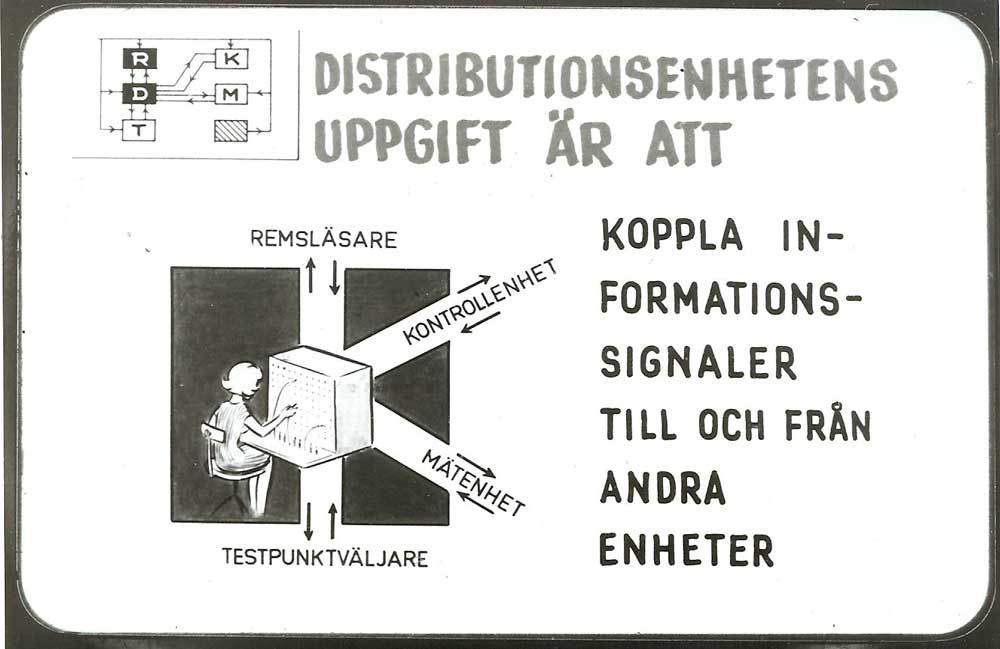
Bild 13.
Distributionsenheten avkodade information från Remsläsaren och styrde
såväl denna som Testpunktsväljare, Mätenhet och Kontrollenhet |
|
 |
 |
|
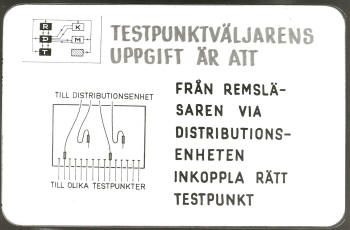
Bild 14.
Kopplar in
önskade testpunkter på testobjektet till mätenheten. Kopplingselementen
utgörs oftast av reläer |
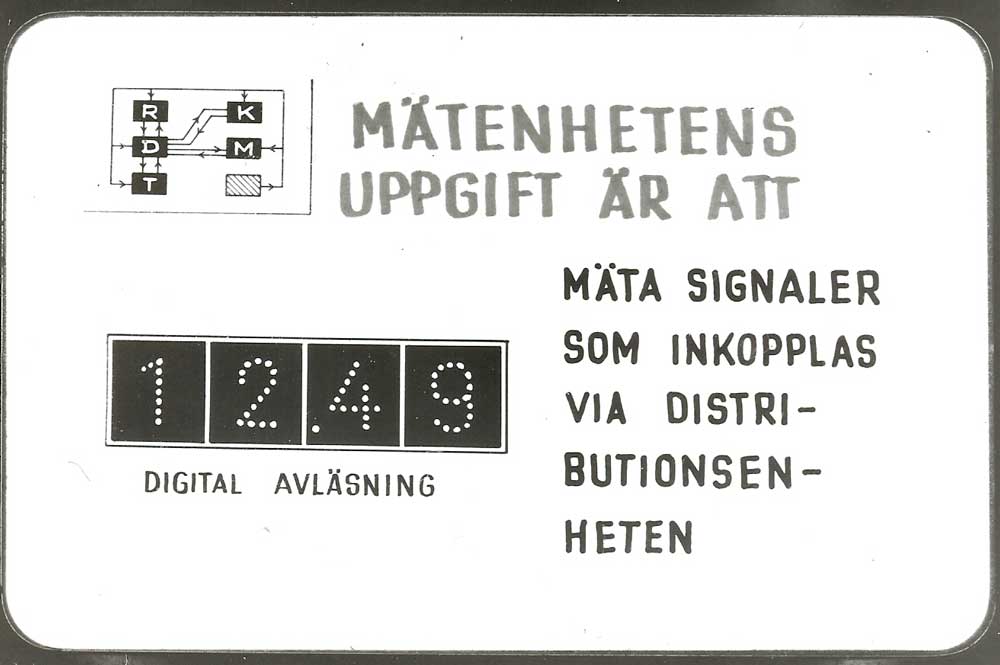
Bild 15.
Digitalt
mätinstrument för t.ex. spänning, tid och frekvens. Lämnar mätresultatet
till kontrollenheten.
|
|
 |
 |
|
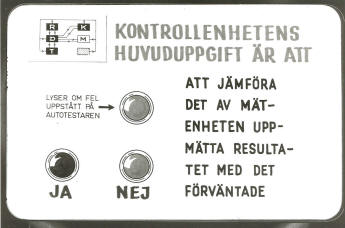
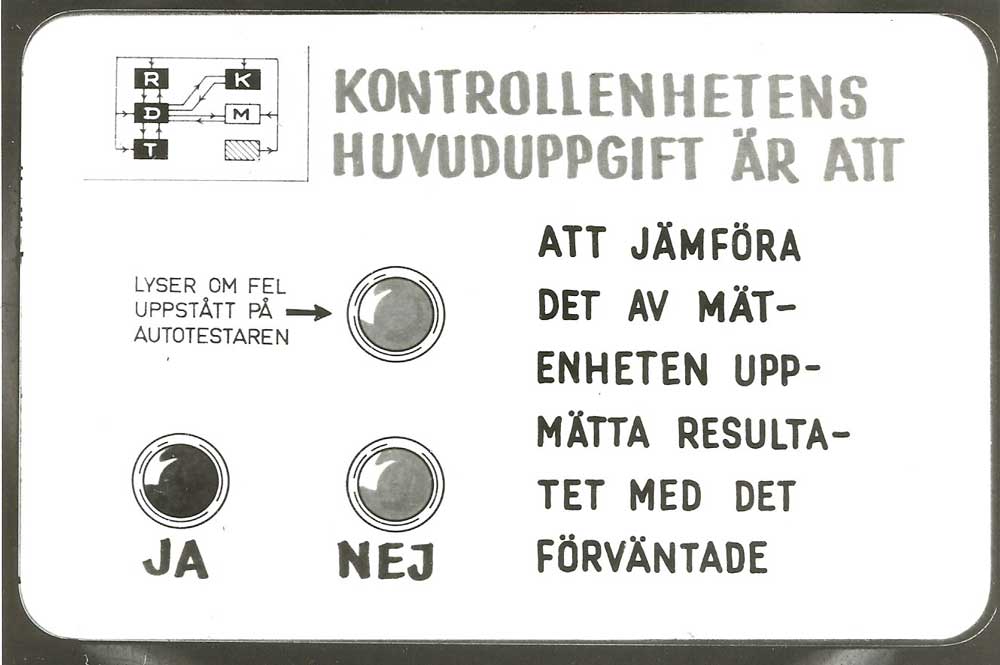
Bild 16.
Utvärderar mätresultatet mot förprogrammerade toleransgränser och redovisar
resultatet, JA för godkänt och NEJ för underkänt.
Övervakar även
autotestarens egen funktion och
larmar vid fel. |
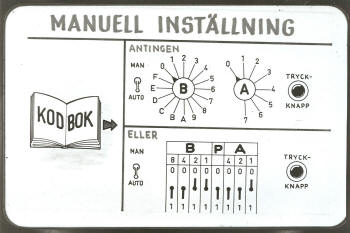
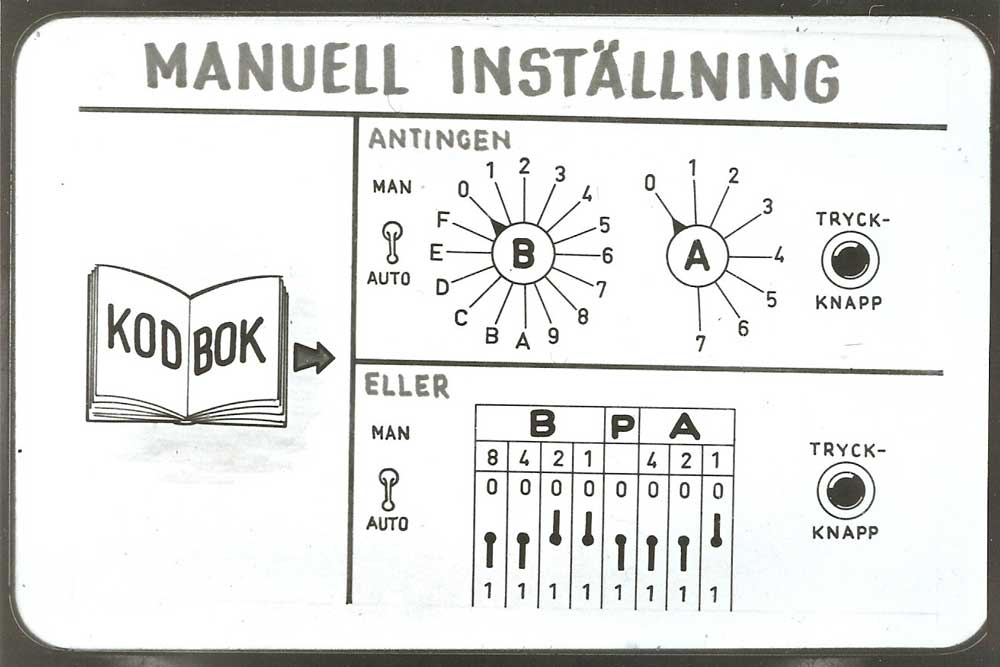
Bild 17.
Denna
funktion ger möjlighet till manuell styrning av autotestaren vid behov.
Med hjälp av en kodbok översätts önskat kommando till en digital
hexadecimal kod som styr resp. enhet/funktion i autotestaren. Kan
användas om det automatiska programmet på hålremsan inte är tillräckligt
för att ge erforderlig information t.ex vid felsökning.
|
|
 |
|
Bild 18.
Frustrerande situationer kan trots allt
uppstå! Krav på hög driftsäkerhet måste givetvis ställas. Medeltid
mellan fel (MTBF) måste ställas högt. Ungefärliga värden för större
autotestare bör vara 200 timmar och för mindre 1000 timmar.
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}